





コバール Fe-Ni-Co 球状鉄-ニッケル-コバルト合金粉末:比類なき熱安定性を実現
低いMOQ
さまざまなニーズに対応するため、最低注文数量を少なくしています。
OEM & ODM
顧客独自のニーズに応えるため、カスタマイズされた製品とデザインサービスを提供する。
十分な在庫
迅速な注文処理と、信頼できる効率的なサービスの提供。
顧客満足度
顧客満足を核とした高品質の製品を提供する。
この記事を共有する
目次
鉄とニッケルとコバルトの合金であるコバールは、熱膨張の精密な制御を必要とする産業界では知らない人はいない。ガラスやセラミックとの比類なき接合能力で知られるコバールは、エレクトロニクス、航空宇宙、医療機器など、さまざまな分野のエンジニアや製造業者の心を掴んできた。しかし コバールFe-Ni-Co球状合金粉末それは、付加製造や粉末冶金のような新しい技術に、粉末状のコバール独自の特性を活用するものです。
この記事では、その世界を徹底的に探究する。 コバールFe-Ni-Co球状鉄-ニッケル-コバルト合金粉末.その組成や特性から、用途、扱い方、価格まで、必要な技術的な詳細を詰め込みながら、すべてをわかりやすく解説します。
コバールFe-Ni-Co球状鉄-ニッケル-コバルト合金粉末の概要
コバールは鉄、ニッケル、コバルトを主成分とする膨張制御合金である。コバールの球状粉末はなぜ特別なのでしょうか?それは、形状、サイズ、そしてハイテク用途に最適な材料となるコバール固有の特性にあります。球状の形状は、次のような工程に特に有効です。 アディティブ・マニュファクチャリング(AM) そして 粉末冶金 (午後)均一な粒子径と流動性は、高品質の部品を製造するために非常に重要である。
理解すべきポイント
- 構成: ほとんどが鉄(Fe)、ニッケル(Ni)、コバルト(Co)で、ケイ素やマンガンなどの元素がわずかに加わる。
- アプリケーション 主に電子包装、航空宇宙、精密な熱膨張制御を必要とする場面で使用される。
- プロパティ ガラスやセラミックスとの優れた熱膨張適合性、高強度、良好な機械加工性。
- 粉末状の利点: 流動性の向上 3Dプリンティング焼結、冶金プロセス。
では、その詳細について掘り下げていこう。 コバールFe-Ni-Co球状粉末 現代の製造工程に不可欠なものだ。
コバールFe-Ni-Co球状鉄-ニッケル-コバルト合金粉末組成物
のユニークな構成。 コバールFe-Ni-Co合金粉 これがコバールに素晴らしい特性を与えている。以下は、パウダー状のコバールの典型的な組成の内訳である。
| エレメント | 重量パーセント(%) | 合金における役割 |
|---|---|---|
| 鉄(Fe) | 53.8 – 54.5% | 構造的完全性と磁気特性を提供。 |
| ニッケル(Ni) | 28.5 – 29.5% | 熱膨張を抑制し、耐食性を向上させる。 |
| コバルト | 16.8 – 17.3% | 合金の機械的強度と熱安定性を高める。 |
| ケイ素 (Si) | 最大0.2% | 脱酸剤として働き、合金の加工性を向上させる。 |
| マンガン (Mn) | 最大0.5% | 硬度と靭性を向上させる。 |
| カーボン(C) | 最大0.02% | もろさを最小限に抑え、加工中の粒組織の制御に役立つ。 |
これらの要素を正確にバランスさせることで、コバールは望ましい特性、特に次のような特性を発揮する。 制御された熱膨張これは、合金がガラスやセラミックの膨張率と一致する必要がある用途では非常に重要である。
コバールFe-Ni-Co球状鉄-ニッケル-コバルト合金粉末の特性
の材料特性 コバールFe-Ni-Co球状粉末 は、特定の性能特性を必要とする産業にとって不可欠な選択肢となっています。ここでは、粉末状のコバールの主な特性について簡単にご紹介します。
| プロパティ | 説明 |
|---|---|
| 熱膨張係数 | ホウケイ酸ガラスやセラミックに匹敵し、シーリング用途に不可欠。 |
| 粒度分布 | 一般的に10~150ミクロンで、球状粒子が優れた流動性を提供する。 |
| 密度 | バルク状では8.36 g/cm³、粉末状では多孔性のためわずかに低い。 |
| 磁気特性 | 適度な透磁率を示し、シールド用途に有用。 |
| 融点 | 約1450℃で、高温用途に適している。 |
| 電気抵抗率 | 0.48μΩ.mと、他の鉄基合金よりも高い。 |
| 耐酸化性 | 中程度;酸化性環境に長期間さらされる場合は、保護雰囲気またはコーティングが必要。 |
なぜこれらの特性が重要なのか
繊細な電子機器をガラス筐体に封入するプロジェクトに取り組んでいるとします。最も避けたいことは、熱膨張率の不一致による筐体のひび割れです。Kovarはガラスと同様の速度で膨張・収縮し、応力や故障を防ぎます。さらに、球状粉末のため流動性と充填密度に優れ、以下のような高度な製造技術に最適です。 金属3Dプリンティング.
コバールFe-Ni-Co球状鉄-ニッケル-コバルト合金粉末の用途
そのユニークな特性の組み合わせのおかげだ、 コバールFe-Ni-Co球状粉末 は幅広いハイテク用途で使用されている。以下は、さまざまな業界で最も一般的な用途の内訳である。
| 産業 | 申し込み |
|---|---|
| エレクトロニクス | トランジスタやダイオードなどの電子部品の気密封止。 |
| 航空宇宙 | 衛星や宇宙船の熱安定性部品に使用される。 |
| 医療機器 | MRI装置やその他の精密医療機器に使用される精密部品。 |
| アディティブ・マニュファクチャリング | 特に複雑な形状の部品を製造するための金属3Dプリンティング。 |
| ガラスと金属のシール | 電球や真空管など、金属とガラスを接合させる必要のある機器に使用される。 |
| 発電 | さまざまな温度下で安定性が要求される原子炉の構造部品。 |
コバールパウダーがこのような用途に最適な理由
コバルの能力 ガラスとセラミックの接着 は、エレクトロニクス産業や航空宇宙産業でかけがえのない存在となっている。例えば、真空管業界では、コバールはガラスの封止に使用され、空気が漏れることなく真空管が動作することを保証している。積層造形では、その球状粉末の形状により、以下のことが可能になる。 非常に詳細で複雑な部品 これは特にプロトタイピングやカスタム部品の製造に役立つ。
コバールFe-Ni-Co球状合金粉末の仕様、サイズ、規格
特定の用途にコバール球状粉末を選択する場合、利用可能な仕様、サイズ、関連する業界標準を認識しておくことが重要です。以下に主な詳細をまとめました。
| 仕様 | 説明 |
|---|---|
| 粒子径範囲 | 一般的には10~150μmで、3Dプリンティングのパウダーベッド融合にはより小さなサイズ(10~45μm)が使用される。 |
| 純度 | 高純度グレード(99.9%以上)は、重要な用途に使用できる。 |
| パウダー形状 | 球状であるため、粉体ベースのプロセスにおける流動性と充填密度が向上する。 |
| 流量 | 50gあたり秒単位で測定。球状粉末は通常、優れた流動速度を提供する。 |
| 規格 | ASTM F15(鉄-ニッケル-コバルト合金封着ガラスの標準仕様)。 |
仕様が重要な理由
例えば、コバールパウダーを次のように使うとしよう。 アディティブ・マニュファクチャリング.パウダーがプリンター内を正しく流れ、欠陥のないパーツを作るためには、非常に特殊な粒度分布と形状(球状)が必要です。これらのスペックを満たしていないと、目詰まり、不均一な層分布、または弱い部品につながる可能性があります。
コバールFe-Ni-Co球状合金粉末の供給業者と価格
適切なサプライヤーを見つけ、その価格を理解する。 コバールFe-Ni-Co球状合金粉末 は、高品質の素材を調達するために不可欠です。ここでは、サプライヤーと価格の詳細についての一般的なガイドを紹介する。
| サプライヤー | 国名 | 素材 | 価格帯(kgあたり) |
|---|---|---|---|
| ヘガネスAB | スウェーデン | コバールFe-Ni-Co合金 | $200 – $500 |
| アドバンスド・パウダー&コーティング | アメリカ | コバール球状粉末 | $250 – $600 |
| サンドビック・マテリアル | グローバル | 鉄-ニッケル-コバルト粉末 | $350 – $700 |
| メタルパウダー社 | インド | コバール合金粉末 | $180 – $450 |
| アメリカの要素 | アメリカ | 高純度コバール粉末 | $500 – $900 |
価格に影響を与える要因
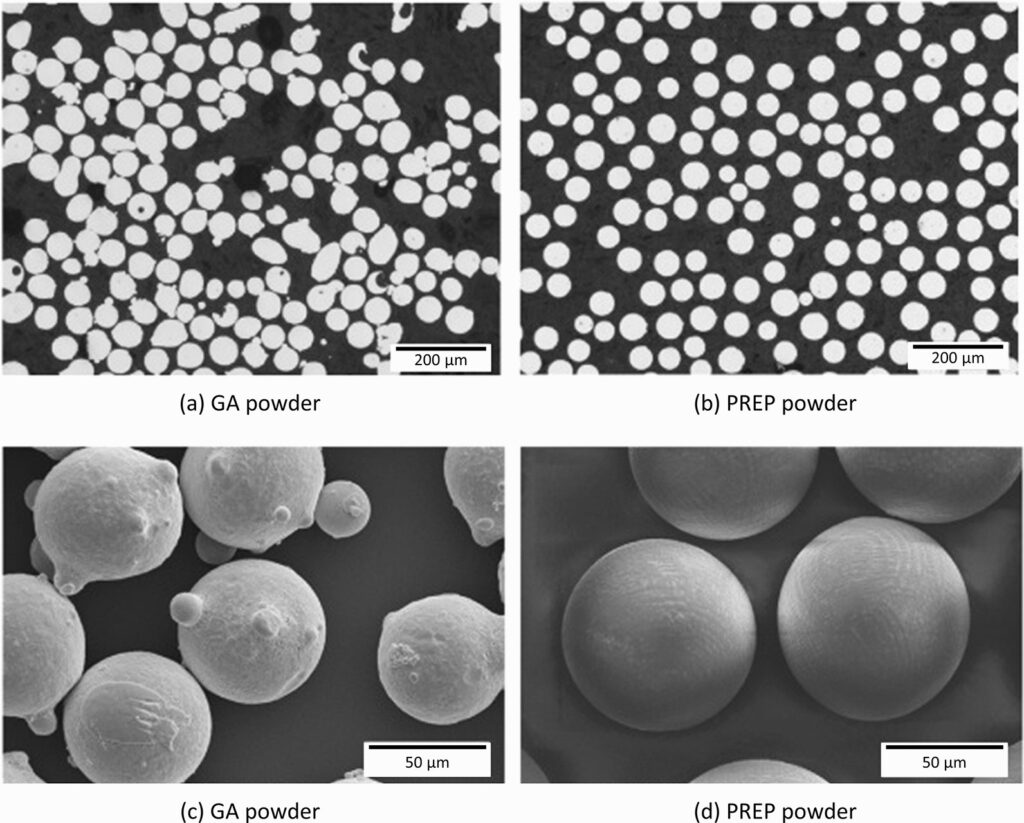
の価格設定 コバールFe-Ni-Co球状粉末 は、粒度分布、純度レベル、注文量など、いくつかの要因に左右される。さらに、粉末の製造方法(ガスアトマイズと水アトマイズなど)もコストに大きく影響する。
コバールFe-Ni-Co球状粉末の取り扱い、保管および安全性情報
取り扱いと保管 コバールFe-Ni-Co球状合金粉末 には、安全性と材料の完全性の両方を確保するための特別な注意事項が必要です。以下は、適切な取り扱いと保管のための重要なガイドラインです。
| 考察 | ガイドライン |
|---|---|
| ハンドリング | 皮膚への接触や微粒子の吸入を避けるため、保護手袋、ゴーグル、呼吸保護具を着用すること。 |
| ストレージ | 酸化や汚染を防ぐため、涼しく乾燥した環境で保管すること。使用しないときは容器を密閉しておく。 |
| 火災と爆発のリスク | コバールは反応性が高くないが、金属粉は特定の条件下では火災の危険性がある。粉塵の発生を避け、適切な換気を行ってください。 |
| 湿気のコントロール | パウダーの流動性や性能に影響を及ぼす可能性のある吸湿を防ぐため、湿度の低い場所で保管する。 |
| 廃棄 | 不適切な廃棄は環境汚染につながる恐れがあるため、金属粉の廃棄については地域の規制に従ってください。 |
なぜ安全が重要なのか
金属粉の取り扱いは、家庭で微細なほこりを扱うようなもので、無視するのは簡単ですが、あちこちに付着すると大変なことになります。コバール粉末の場合、不適切な取り扱いは、吸入や火災の危険といった安全上のリスクにつながる可能性があります。個人と職場の安全を確保するために、常に適切な安全プロトコルに従いましょう。
コバールFe-Ni-Co球状合金粉末の長所と短所
どんな素材でもそうだ、 コバールFe-Ni-Co球状合金粉末 には利点と限界があります。あなたの用途に適した素材かどうかを判断するために、長所と短所を整理してみよう。
| 長所 | 短所 |
|---|---|
| 制御された熱膨張 | ガラスやセラミックに適合し、気密封止に最適。 |
| 高強度 | 高温下でも優れた機械的特性を示す。 |
| 磁気特性 | 適度な透磁率を必要とする用途に有用。 |
| 高コスト | コバール粉末は、特に球状の場合、他の合金よりも高価になることがある。 |
| 特別な取り扱いが必要 | 粉末状であるため、取り扱いや保管に新たな課題が生じる。 |
| 限られた耐腐食性 | 耐酸化性は中程度で、環境によっては保護処理が必要。 |
長所が短所を上回ることが多い理由
のコストと取り扱いの難しさ コバールFe-Ni-Co球状粉末 は他の材料に比べて高いかもしれないが、特に熱膨張と機械的強度が鍵となるハイテク用途では、その利点がマイナス面をはるかに上回る。例えば、航空宇宙や電子機器では、多少のコスト増は材料の優れた性能によって正当化される。
コバールFe-Ni-Co球状合金粉末についてよくある質問(FAQ)
| 質問 | 答え |
|---|---|
| コバールFe-Ni-Co球状粉末は何に使用されますか? | コバール粉末は、エレクトロニクス、航空宇宙、医療機器などの産業で、主に精密な熱膨張制御を必要とする用途に使用されている。 |
| なぜコバールはガラスと金属のシールに使われるのか? | コバールの熱膨張係数はガラスの熱膨張係数に近く、界面での割れや応力を防ぐ。 |
| コバール粉末は3Dプリンティングに使えますか? | そう、コバールの球状粉末は、粉末床溶融法のような付加製造プロセスに理想的なのだ。 |
| コバールパウダーは高価ですか? | コバール粉末は、その特殊な性質と製造方法のために一般的に高価であり、価格は供給業者と仕様によって1kgあたり$200から$900になる。 |
| コバールパウダーの保存方法は? | コバール粉末は、酸化や汚染を防ぐために容器を密閉し、涼しく乾燥した環境で保管する必要がある。 |
| コバール粉末を取り扱う際の安全上の注意点は? | 吸入や皮膚接触を避けるため適切なPPEを着用し、粉塵の蓄積を避けるため換気の良い場所で取り扱うこと。 |
結論
コバールFe-Ni-Co球状鉄-ニッケル-コバルト合金粉末は、精密さ、強度、熱安定性を必要とする産業において極めて重要な役割を果たす高度に特殊な材料です。その用途は アディティブ・マニュファクチャリング, 粉末冶金または伝統的な ハーメチックシール用途コバールのユニークな特性の組み合わせは、貴重な資源となる。
熱膨張の抑制から優れた機械的強度まで、コバールパウダーは、次のようなイノベーションに新たな可能性をもたらします。 エレクトロニクス, 航空宇宙そして メディカル セクターで使用されている。しかし、その組成、特性、取り扱い要件、コストを理解することは、プロジェクトに適しているかどうかを十分な情報に基づいて判断する上で極めて重要である。
このガイドを読めば、以下のことを包括的に理解できるだろう。 コバールFe-Ni-Co球状合金粉末-それが何なのか、なぜ重要なのか、そして製造プロセスを向上させるためにどのように活用できるのか。
最新価格
Met3DPについて
製品カテゴリー
ホットセール



3Dプリンティングと積層造形用金属粉末