





Sférický prášek z lité oceli G17CrMoV5-10: žáruvzdorná inovace, které můžete důvěřovat
Nízké MOQ
Poskytněte nízké minimální množství objednávky, abyste splnili různé potřeby.
OEM a ODM
Poskytujte přizpůsobené produkty a designové služby, které splňují jedinečné potřeby zákazníků.
Přiměřená zásoba
Zajistěte rychlé zpracování objednávek a poskytněte spolehlivé a efektivní služby.
Spokojenost zákazníků
Poskytujte vysoce kvalitní produkty s jádrem spokojenosti zákazníků.
sdílet tento článek
Obsah
Pokud jde o pokročilé materiály pro vysoce výkonný průmysl, G17CrMoV5-10 ocelová litina sférický prášek je vynikající volbou. Tento materiál je proslulý svou výjimečnou tepelnou odolností, pevností a trvanlivostí, díky čemuž je vhodným řešením v odvětvích, jako je aditivní výroba, tepelné stříkání a prášková metalurgie. Co přesně je ale prášková litá ocel G17CrMoV5-10? A proč je tak vysoce ceněný?
V tomto obsáhlém průvodci se dozvíte vše, co potřebujete vědět o. G17CrMoV5-10 ocelová litina sférický prášek, od jeho chemického složení a vlastností až po jeho použití, specifikace a ceny. Ať už jste zkušený inženýr nebo zvídavý badatel, tento podrobný rozbor vám pomůže pochopit, proč je tento materiál tak cenným přínosem v moderní výrobě.
Přehled ocelových odlitků G17CrMoV5-10 sférický prášek
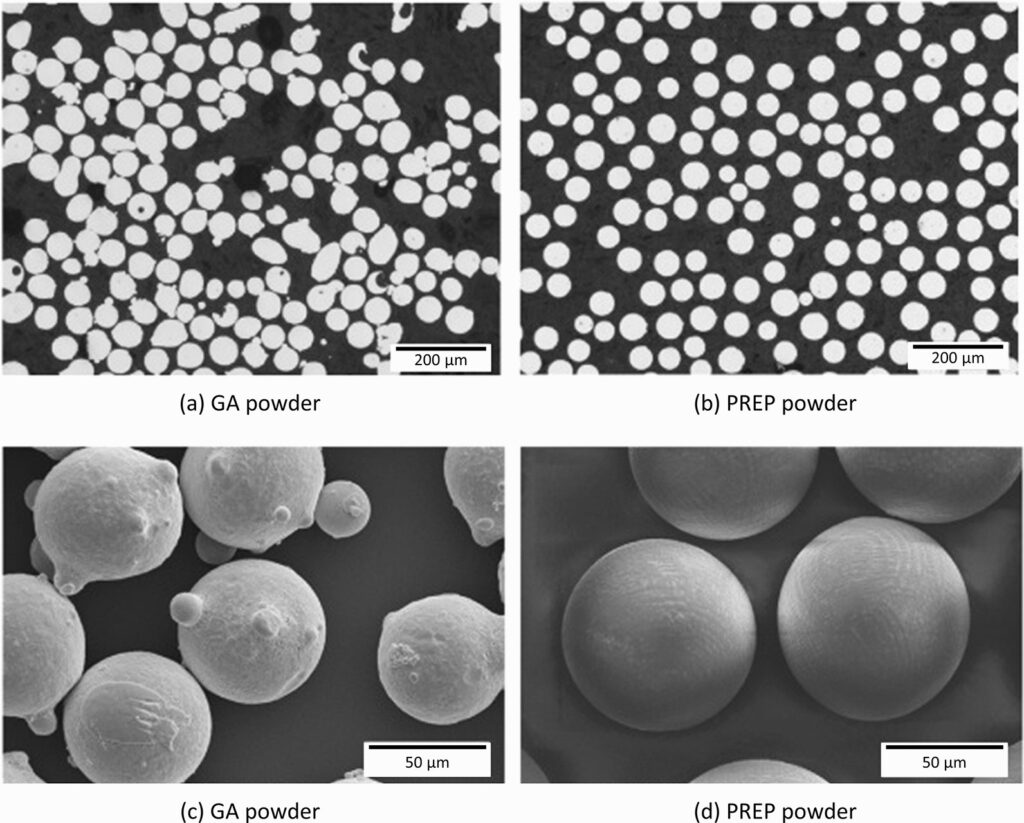
G17CrMoV5-10 ocelová litina sférický prášek je žáruvzdorný nízkolegovaný ocelový prášek známý svými vynikajícími mechanickými vlastnostmi, včetně vysoké pevnosti v tahu a odolnosti proti opotřebení. Sférický tvar prášku, kterého bylo dosaženo díky přesným procesům atomizace, zvyšuje jeho tekutost a hustotu balení, takže je ideální pro různé pokročilé výrobní technologie, jako je 3D tisk a tepelné stříkání.
Klíčové vlastnosti sférického prášku z lité oceli G17CrMoV5-10
- Vysoká tepelná odolnost: Výjimečně dobře funguje v prostředí s vysokými teplotami.
- Vynikající odolnost proti opotřebení: Ideální pro součásti vystavené tření a oděru.
- Kulovitý tvar: Umožňuje rovnoměrné rozložení a hladké zpracování.
- Všestranné použití: Používá se v odvětvích, jako je energetika, letectví a automobilový průmysl.
- Nákladově efektivní: Vyvažuje výkon a cenovou dostupnost ve srovnání s alternativními materiály.
Prozkoumejme hlouběji chemické složení a mechanické vlastnosti materiálu, abychom pochopili, proč je tak účinný.
Chemické složení a vlastnosti sférického prášku z lité oceli G17CrMoV5-10
Výkonnost G17CrMoV5-10 ocelová litina sférický prášek má své kořeny v pečlivě propracovaném chemickém složení a vynikajících mechanických vlastnostech. Níže se podrobně seznámíme s jeho prvkovým složením a s tím, jak přispívá k jeho jedinečným vlastnostem.
Chemické složení
| Živel | Procento (%) | Funkce |
|---|---|---|
| uhlík (C) | 0.16-0.24 | Zlepšuje tvrdost a pevnost v tahu. |
| Chrom (Cr) | 0.80-1.20 | Zvyšuje odolnost proti opotřebení a odolnost proti oxidaci při vysokých teplotách. |
| molybden (Mo) | 0.25-0.35 | Zvyšuje sílu a plížení odolnost v prostředí s vysokými teplotami. |
| Vanad (V) | 0.20-0.30 | Zvyšuje pevnost, houževnatost a odolnost proti tepelné únavě. |
| křemík (Si) | ~1.00 | Přispívá k pevnosti a pomáhá při dezoxidaci během výroby. |
| mangan (Mn) | 0.50-0.80 | Zvyšuje houževnatost a odolnost proti opotřebení. |
| síra (S) | ≤ 0,03 | Omezeno na údržbu tvárnost a houževnatost. |
| fosfor (P) | ≤ 0,03 | Udržuje se nízko, aby se zabránilo křehkosti. |
| železo (Fe) | Zůstatek | Zajišťuje základní strukturu a pevnost slitiny. |
Mechanické a fyzikální vlastnosti
| Vlastnictví | Hodnota | Vysvětlení |
|---|---|---|
| Hustota | ~7,8 g/cm³ | Vysoká hustota zajišťuje odolnost v náročných aplikacích. |
| Pevnost v tahu | ~700-1 000 MPa | Výjimečná pevnost pro vysoce namáhané prostředí. |
| Mez kluzu | ~400-600 MPa | Odolává trvalé deformaci při velkém zatížení. |
| Prodloužení | 15-20% | Poskytuje dobrou tažnost pro tváření a obrábění. |
| Tvrdost | ~200-250 HB | Vhodné pro aplikace odolné proti opotřebení při zachování obrobitelnosti. |
| Bod tání | ~1,370-1,440°C | Vysoký bod tání zajišťuje vhodnost pro extrémní teplotní podmínky. |
| Tepelná vodivost | ~25 W/m-K | Umožňuje účinný odvod tepla v tepelných aplikacích. |
Díky těmto vlastnostem G17CrMoV5-10 ocelová litina sférický prášek vynikající volba pro aplikace vyžadující pevnost, tepelnou odolnost a odolnost proti opotřebení.
Aplikace ocelového odlitku G17CrMoV5-10 sférického prášku
Všestrannost G17CrMoV5-10 ocelová litina sférický prášek je nepostradatelný v mnoha průmyslových odvětvích. Jeho výjimečné vlastnosti mu umožňují vyniknout v náročných prostředích, kde by jiné materiály mohly selhat.
Běžné aplikace
| aplikace | Podrobnosti |
|---|---|
| Aditivní výroba | Vyrábí žáruvzdorné komponenty s vysokou pevností pro letecký průmysl a energetiku. |
| Tepelný nástřik | Poskytuje ochranné nátěry pro turbíny, nástroje a průmyslová zařízení. |
| Prášková metalurgie | Používá se k výrobě ozubených kol, ventilů a dalších součástí odolných proti opotřebení. |
| Ropný a plynárenský průmysl | Ideální pro komponenty vystavené vysokým tlakům a teplotám. |
| Výroba elektřiny | Používá se v turbínách, kotlích a dalších tepelně odolných zařízeních. |
| Letecký průmysl | Vytváří lehké a odolné díly pro letadla a kosmické lodě. |
| Automobilový průmysl | Vhodné pro součásti motoru a mechanické díly vystavené vysokému namáhání. |
Schopnost G17CrMoV5-10 ocelová litina sférický prášek odolnost vůči extrémním podmínkám z něj činí spolehlivou volbu pro kritické aplikace.
Specifikace, velikosti a normy
Výběr správných specifikací je pro zajištění optimálního výkonu zásadní. Níže jsou uvedeny běžné velikosti, třídy a normy pro G17CrMoV5-10 ocelová litina sférický prášek.
Specifikace a velikosti
| Specifikace | Podrobnosti |
|---|---|
| Velikost částic | 15-45 µm pro aditivní výrobu; 45-150 µm pro práškovou metalurgii. |
| Tvar | Sférické |
| Čistota | ≥99.5% |
| Normy | Splňuje specifikace ASTM, ISO a DIN pro žáruvzdorné ocelové prášky. |
Tyto specifikace zajišťují kompatibilitu s moderními výrobními postupy a požadavky průmyslu.
Ceny a dodavatelé ocelových odlitků G17CrMoV5-10 sférického prášku
Náklady na G17CrMoV5-10 ocelová litina sférický prášek se může lišit v závislosti na faktorech, jako je velikost částic, čistota a objem objednávky. Prozkoumejme cenové trendy a spolehlivé dodavatele.
Dodavatelé a ceny
| Dodavatel | Cenové rozpětí (za kg) | Umístění | Další služby |
|---|---|---|---|
| Höganäs AB | $80-$120 | Švédsko | Vlastní velikosti částic, technická podpora. |
| Prášková metalurgie GKN | $75-$110 | Globální | Hromadné dodávky pro průmyslové aplikace. |
| Technologie materiálů Sandvik | $85-$130 | Globální | Prášky s vysokou čistotou pro náročná průmyslová odvětví. |
| Tesařská technologie | $90-$140 | USA | Řešení na míru pro letecký průmysl a energetiku. |
Výhody a omezení lité oceli G17CrMoV5-10 v prášku
Jako každý materiál, G17CrMoV5-10 ocelová litina sférický prášek má své silné i slabé stránky. Pojďme si je rozebrat, abychom vám pomohli učinit informované rozhodnutí.
Výhody
- Vysoká pevnost a odolnost: Dobře funguje v prostředí s vysokým namáháním a vysokými teplotami.
- Vynikající odolnost proti opotřebení: Ideální pro aplikace s třením a otěrem.
- Odolnost vůči teplu: Odolává extrémním teplotám bez ztráty strukturální integrity.
- Kulovitý tvar: Zajišťuje efektivní zpracování a rovnoměrnou distribuci.
Omezení
- Vyšší náklady: Dražší než standardní ocelové prášky.
- Omezená odolnost proti korozi: Může vyžadovat nátěry pro drsné prostředí.
- Komplexní výrobní proces: Vyžaduje pokročilé techniky rozprašování, které zvyšují výrobní náklady.
Pochopení těchto faktorů vám pomůže určit, zda je tento materiál pro váš projekt vhodný.
Časté dotazy týkající se ocelového odlitku G17CrMoV5-10 sférického prášku
| Otázka | Odpovědět |
|---|---|
| K čemu se používá prášek G17CrMoV5-10? | Používá se v aditivní výrobě, tepelném stříkání a práškové metalurgii. |
| Zvládne prášek G17CrMoV5-10 vysoké teploty? | Ano, je určen pro prostředí s vysokými teplotami, jako jsou turbíny. |
| Je G17CrMoV5-10 drahý? | Je sice dražší než standardní prášky, ale jeho výkon cenu ospravedlňuje. |
| V jakých odvětvích se používá prášek G17CrMoV5-10? | Letecký a automobilový průmysl, energetika a ropný a plynárenský průmysl. |
| Jak se vyrábí prášek G17CrMoV5-10? | Vyrábí se rozprašováním plynu pro dosažení rovnoměrného kulovitého tvaru. |
Závěr
G17CrMoV5-10 ocelová litina sférický prášek je vysoce výkonný materiál, který kombinuje tepelnou odolnost, odolnost proti opotřebení a výjimečnou pevnost. Díky svým jedinečným vlastnostem je neocenitelný v průmyslových odvětvích, jako je letectví, automobilový průmysl a energetika. Ať už vyrábíte vysokopevnostní součásti pro turbíny nebo díly odolné proti opotřebení pro těžké stroje, tento materiál poskytuje konzistentní a spolehlivé výsledky.
Stále přemýšlíte, zda G17CrMoV5-10 ocelová litina sférický prášek je správnou volbou pro vaši aplikaci? Poraďte se s odborníky z oboru nebo s důvěryhodnými dodavateli, abyste se ujistili, že se rozhodujete nejlépe podle svých potřeb. Tento materiál není jen volbou - je to investice do kvality a výkonu.
Získejte nejnovější cenu
O Met3DP
kategorie produktů
ŽHAVÁ SLEVA



KONTAKTUJTE NÁS
Nějaké otázky? Pošlete nám zprávu hned teď! Po obdržení vaší zprávy obsloužíme vaši žádost s celým týmem.
Kovové prášky pro 3D tisk a aditivní výrobu
SPOLEČNOST
PRODUKT
kontaktní informace
- Město Qingdao, Shandong, Čína
- [email protected]
- [email protected]
- +86 19116340731