概要
インコネル718粉末 は、主に積層造形や金属3Dプリンティング用途で使用されるニッケルクロム合金粉末です。インコネル718粉末の主な特徴は以下の通り:
- 高温を含む高い強度と硬度
- 優れた耐食性と耐酸化性
- 良好な溶接性と機械加工性
- 複雑な形状の付加製造能力
- 航空宇宙、石油・ガス、自動車、その他要求の厳しい産業で使用
インコネル718は、クロム、鉄、ニオブ、モリブデン、チタン、アルミニウムを添加した析出硬化型ニッケル合金です。耐食性、700℃までの高温での高強度、積層造形による複雑な部品への加工のしやすさを兼ね備えている。

インコネル718粉末組成
インコネル718粉末の公称組成を以下に示す:
| エレメント | 重量 % |
|---|---|
| ニッケル(Ni) | 50-55% |
| クロム(Cr) | 17-21% |
| 鉄(Fe) | バランス |
| ニオブ(Nb)+タンタル(Ta) | 4.75-5.5% |
| モリブデン (Mo) | 2.8-3.3% |
| チタン(Ti) | 0.65-1.15% |
| アルミニウム(Al) | 0.2-0.8% |
鉄の含有量は重量比で100%にバランスされている。炭素、マンガン、ケイ素のような他の微量元素が少量含まれることがある。
インコネル718粉末の主な合金元素は、ニッケル、クロム、ニオブ、モリブデンである。ニッケルは合金のマトリックスを形成し、延性を提供します。クロムは耐酸化性と耐食性を提供します。ニオブはニッケルおよびクロムと組み合わさって析出硬化に寄与する。また、モリブデンは固溶体強化により高温強度を高めます。
の特徴と性質 インコネル718パウダー
インコネル 718 粉末は以下の特性を示す:
機械的特性:
- 引張強さ:1,034 - 1,414 MPa
- 降伏強さ:827~1,103MPa
- 伸び20%前後
- 硬度36-48 HRC
物理的特性:
- 融点:1,300
- 密度:8.19 g/cm3
熱特性:
- 熱膨張係数: 12.8 x 10-6 /K
- 最高使用温度:700
- 熱伝導率: 11.2 W/m.K
耐食性:
- 広範囲の酸、アルカリ、塩に対する優れた耐食性
- 700℃までの耐硫化性、耐酸化性
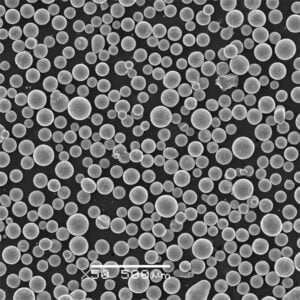
インコネル718粉末の粒度分布
AMプロセス用インコネル718粉末の典型的な粒度分布は以下の通りである:
| 粒子径(μm) | パーセント(%) |
|---|---|
| 15~25歳 | 55% |
| 25~45歳 | 30% |
| 45から75 | 10% |
| 75歳以上 | 5% |
15~45μmのような狭い粒度分布のものも使用できるが、一般的には15~75μmの広い粒度分布のものが多い。15μm以下の微細なアトマイズパウダーも利用できる。100μm以上の大きな粒子は、ふるい分けが必要な場合があります。








インコネル718粉末の製造方法
インコネル718合金粉末の一般的な製造方法には、以下のものがある:
- ガス噴霧 - 高圧不活性ガス(N2またはAr)により、溶融合金の流れを微細な液滴に分解し、粉末に凝固させます。AMに理想的な球状粉末を提供します。
- 回転電極プロセス - 溶融材料を不活性雰囲気中で高速回転させ、フレーク状または球状の粉末を製造する。アトマイズよりも低コスト。
- プラズマ回転電極プロセス(PREP) - インコネル718の電極を回転させ、不活性ガス雰囲気中でプラズマ熱源を使って溶かす。これにより、AMに適した球状の粉末が生成される。
- 真空誘導溶解(VIM)とガスアトマイズ - 合金はまずVIMで溶融され、組成が精製され、介在物が除去される。次にアトマイズして粉末にする。
インコネル718を用いた積層造形には、粒度分布が制御されたガスアトマイズ電極粉末やプラズマ回転電極粉末が好ましい。
規格と仕様
積層造形用途に製造されるインコネル718粉末は、以下の仕様に準拠しています:
| 規格/仕様 | 組織 |
|---|---|
| AMS 5662 | SAEインターナショナル |
| ASTM B214 | ASTMインターナショナル |
| ISO 21432 | 国際標準化機構 |
化学的性質はAMS 5662に準拠し、機械的性質はAMS 5662またはASTM B214に準拠する。
用途と応用
インコネル718合金粉の主な用途と使用例は以下の通りである:
航空宇宙 タービンブレード、ケーシング、ファスナー、ギア、導波管、機体などの重要な航空宇宙部品は、その高い強度と高温での性能により、インコネル718粉末を使用して付加製造されている。
石油・ガス 硫化水素のクラックや腐食に耐える必要のあるダウンホールツール、バルブ、坑口部品の印刷に使用。
自動車とレース: ターボチャージャー、エンジンバルブ、エキゾーストマニホールドのような軽量で高性能なコンポーネントは、スチールの代わりにインコネル718で3Dプリントされる。
医療と歯科: 生体適合性が高く、オートクレーブ滅菌が可能なため、外科用器具、歯冠、インプラントに使用されている。
工具: AMを使用して3Dプリントされた軽量のインコネル718工具は、従来の工具鋼よりも長寿命です。
ポンプ、バルブ、マリンハードウェア: インコネル718で印刷された海水腐食や海洋環境にさらされる部品。
インコネル718パウダーの利点
積層造形にインコネル718粉末を使用する利点は以下の通りである:
- インコネル718で印刷された部品は、鍛造品の強度レベルに匹敵するか、それ以上である。
- 鋳物では不可能な複雑で軽量な形状を製造する能力
- 機械加工面よりもはるかに滑らかな印刷面仕上げ
- 部品の軽量化により、航空宇宙用途での燃料消費を削減
- コーティングなしの過酷な環境における優れた耐食性
- 高い硬度による優れた耐摩耗性
- 鋳造された空隙欠陥に比べ、完全に緻密な部品
- 鍛造品や鋳造品に比べ、リードタイムとコストを削減
の制限事項 インコネル718パウダー
インコネル718粉末に関連する制限や欠点には、以下のようなものがある:
- 工具鋼やアルミニウム合金に比べて材料費が高い
- 最高の特性を得るためには、AM後に熱間静水圧プレス(HIP)が必要。
- 熱伝導性が低いため、印刷や加工が難しい
- パラメータを最適化しないと、割れや気孔欠陥が発生しやすい。
- インコネル718粉末を加工できる金属3Dプリンターの機種は限られている
- サポート除去、機械加工、仕上げなどの後処理がコストを押し上げる。
- 資格認定には高価な機械試験が必要
コスト分析
積層造形用インコネル718合金粉末の一般的な価格は以下の通りである:
| パウダーグレード | Kgあたりのコスト |
|---|---|
| インコネル 718 アトマイズ粉末 | 1kgあたり$220~$350 |
| インコネル718プラズマアトマイズ粉末 | 1kgあたり$245~$425 |
| インコネル718ガスアトマイズ粉末 | 1kgあたり$275~$485 |
| インコネル718 HIPパウダー | 1kgあたり$300~$450 |
コストは、粉末の粒度分布、形態、製造方法、購入量によって異なる。熱処理、HIP処理、機械加工、試験、認証のために追加コストが発生し、材料費を上回ることもある。完全に認証された航空宇宙品質のパウダーを購入すると、コストが高くなります。
サプライヤー
AM用インコネル718ニッケル合金粉末の主な世界的サプライヤーには次のようなものがある:
| 会社概要 | ブランド名 |
|---|---|
| サンドビック・オスプレイ | AM用オスプレイ718 |
| カーペンター添加剤 | カーテック AL718V |
| プラクセア | 718 噴霧粉 |
| ホーガナス | 718AM用ボンド |
| LPWテクノロジー | LP71S-F |
| SLMソリューション | IN718 |
選考基準
インコネル 718 粉末の主な選択基準には以下が含まれる:
化学組成 - AMS 5662またはASTM B214の組成規格に適合すること。
粒度分布 - D50と分布は、AMプロセスと希望する層分解能に依存する。
パウダー形状 - 高度に球状で滑らかな粉末形態により、最適な粉末フローと均一な層を実現
製造方法 - ガスアトマイズおよびプラズマアトマイズ粉末は、PREP、ロータリーアトマイズ法よりも好ましい。
不純物 - 欠陥や亀裂の問題を防ぐため、酸素と窒素のレベルを低くしている。
見掛け密度とタップ密度 - 高密度化により、粉体の再利用率と充填性が向上
流量 - 最小ホール流量20秒/50gで、スムーズな散布を実現
比較分析
インコネル718粉末と代替品の比較:
| 合金 | インコネル718 | インコネル625 | ヘインズ 282 |
|---|---|---|---|
| 密度(g/cm3) | 8.19 | 8.44 | 8.36 |
| 引張強さ (MPa) | 1275 | 860 | 1035 |
| 最高使用温度 (°C) | 700 | 980 | 730 |
| 耐食性 | 素晴らしい | 素晴らしい | 中程度 |
| Kgあたりのコスト | 高い | 中程度 | 高い |
インコネル718と鉄粉の比較
| パラメータ | インコネル718 | マレージング鋼 | ステンレス鋼 |
|---|---|---|---|
| 強さ | より高い | 同等 | より低い |
| 硬度 | より高い | やや低い | かなり低い |
| コスト | 3~4倍高い | – | より低い |
対ステンレス鋼の利点
- より高い高温強度
- より高い硬度と耐摩耗性
- 耐食性の向上
デメリット vs ステンレス鋼
- 高い材料費
- 延性と破壊靭性が低い
- 印刷と加工がより難しい
印刷パラメータ インコネル718パウダー
レーザーパウダーベッド溶融(L-PBF)システムにおけるインコネル718粉末の典型的な印刷パラメータ範囲:
| パラメータ | レンジ |
|---|---|
| 層厚(μm) | 20 – 50 |
| レーザー出力 (W) | 195 - 400W |
| スキャン速度(mm/s) | 700 – 1300 |
| ハッチ間隔(mm) | 0.08 – 0.12 |
| パウダーベッド温度 (°C) | 90 – 180 |
パラメータは、希望する解像度、機械的特性、造形速度、OEMプリンタの仕様、パウダーの特性などの要因によって異なる。

後処理オペレーション
インコネル718の印刷部品に行われる一般的な後処理工程には、以下のようなものがある:
- 粉の除去:内部の空洞や表面から余分な粉を吹き飛ばすか、払い落とす。
- ストレス解消:溶体化温度以下で加熱し、残留応力を除去する。
- 熱間静水圧プレス(HIP):カプセルHIP処理は、内部の空洞と微細孔を閉鎖するのに役立つ。
- 溶液処理と老化:要求特性を達成するための析出硬化熱処理
- 表面加工:印刷面をCNC加工して粗さを下げ、公差を厳しくする
- 表面コンディショニング:ガラスビーズピーニング、レーザー研磨、その他の表面調整加工により、粗さを下げることができる。
よくあるご質問
なぜインコネル718は金属3Dプリンティングに最も広く使用されている超合金なのか?
インコネル718は、高温での優れた強度、優れた耐食性、3Dプリンティングによる複雑な形状への加工のしやすさ、極限環境での性能、航空宇宙、石油・ガスなど、失敗が許されない重要な用途での採用により、積層造形に人気がある。
インコネル718はAM後に熱処理が必要ですか?
インコネル718にAMで部品を印刷した後、優れた機械的特性を提供する硬化析出物に変化するための微細構造を調整するために、溶体化焼鈍と多段階時効を含む熱処理が必要です。
積層造形におけるインコネル625と718の違いは何ですか?
主な違いは、インコネル625は溶接性が高いのに対し、インコネル718は降伏強度と引張強度が高いことである。また、インコネル718は極低温条件下でより優れた性能を発揮する一方、インコネル625は疲労、応力腐食割れ、摩耗に対する耐性で好まれる。
インコネル718部品は3Dプリント後にHIP処理すべきか?
熱間等方圧加圧(HIP)は、AMインコネル718部品の内部ボイドと微小空孔を除去するのに役立ちます。HIPは、延性、疲労寿命、耐食性を改善し、潜在的な故障点を減らします。航空宇宙用途では、最高の品質と信頼性を確保するためにHIPが必要です。