Przegląd
Proszek Inconel 718 to proszek ze stopu niklowo-chromowego wykorzystywany głównie w produkcji addytywnej i druku 3D z metalu. Niektóre kluczowe cechy proszku Inconel 718 obejmują:
- Wysoka wytrzymałość i twardość, także w wysokich temperaturach
- Doskonała odporność na korozję i utlenianie
- Dobra spawalność i skrawalność
- Zdolność do produkcji addytywnej złożonych geometrii
- Używany w przemyśle lotniczym, naftowym i gazowym, motoryzacyjnym i innych wymagających branżach
Inconel 718 to utwardzany wydzieleniowo stop niklu z dodatkami chromu, żelaza, niobu, molibdenu, tytanu i aluminium. Łączy w sobie odporność na korozję, wysoką wytrzymałość w podwyższonych temperaturach do 700°C i łatwość wytwarzania złożonych części przy użyciu produkcji addytywnej.

Skład proszku Inconel 718
Nominalny skład proszku Inconel 718 podano poniżej:
| Element | Waga % |
|---|---|
| Nikiel (Ni) | 50-55% |
| Chrom (Cr) | 17-21% |
| Żelazo (Fe) | Równowaga |
| Niob (Nb) + tantal (Ta) | 4.75-5.5% |
| Molibden (Mo) | 2.8-3.3% |
| Tytan (Ti) | 0.65-1.15% |
| Aluminium (Al) | 0.2-0.8% |
Zawartość żelaza jest zrównoważona do 100% wagowo. Inne pierwiastki śladowe, takie jak węgiel, mangan i krzem, mogą być obecne w niewielkich ilościach.
Kluczowymi pierwiastkami stopowymi w proszku Inconel 718 są nikiel, chrom, niob i molibden. Nikiel tworzy matrycę stopu, zapewniając plastyczność. Chrom zapewnia odporność na utlenianie i korozję. Niob w połączeniu z niklem i chromem przyczynia się do utwardzania wydzieleniowego. Molibden zwiększa również wytrzymałość w wysokich temperaturach poprzez wzmocnienie roztworu stałego.
Charakterystyka i właściwości Proszek Inconel 718
Proszek Inconel 718 wykazuje następujące właściwości:
Właściwości mechaniczne:
- Wytrzymałość na rozciąganie: 1,034 - 1,414 MPa
- Granica plastyczności: 827-1,103 MPa
- Wydłużenie: Około 20%
- Twardość: 36-48 HRC
Właściwości fizyczne:
- Temperatura topnienia: 1300°C
- Gęstość: 8,19 g/cm3
Właściwości termiczne:
- Współczynnik rozszerzalności cieplnej: 12,8 x 10-6 /K
- Maksymalna temperatura pracy: 700°C
- Przewodność cieplna: 11,2 W/m.K
Odporność na korozję:
- Doskonała odporność na korozję w szerokim zakresie kwasów, zasad i soli
- Odporność na siarczkowanie i utlenianie do 700°C
Rozkład wielkości cząstek proszku Inconel 718
Typowe rozkłady wielkości cząstek dla proszku Inconel 718 dla procesów AM są następujące:
| Wielkość cząstek (μm) | Procent (%) |
|---|---|
| 15 do 25 | 55% |
| 25 do 45 | 30% |
| 45 do 75 | 10% |
| Powyżej 75 | 5% |
Można stosować węższe rozkłady wielkości cząstek, takie jak 15-45 μm, ale generalnie powszechne są szersze rozkłady między 15-75 μm. Dostępne są również drobniejsze, rozpylone proszki poniżej 15 μm. Większe cząstki powyżej 100 μm mogą wymagać przesiewania.








Metody produkcji proszku Inconel 718
Typowe metody produkcji proszku ze stopu Inconel 718 obejmują:
- Atomizacja gazu - Wysokociśnieniowy gaz obojętny (N2 lub Ar) rozbija strumień stopionego stopu na drobne kropelki, które zestalają się w proszek. Zapewnia kulisty proszek idealny do AM.
- Proces elektrody rotacyjnej - Stopiony materiał jest obracany z dużą prędkością w atmosferze obojętnej w celu wytworzenia płatków lub kulistego proszku. Niższy koszt niż w przypadku atomizacji.
- Proces plazmowej elektrody rotacyjnej (PREP) - Elektrody z Inconelu 718 są obracane i topione przy użyciu plazmowego źródła ciepła w atmosferze gazu obojętnego. W ten sposób powstaje sferyczny proszek nadający się do AM.
- Próżniowe topienie indukcyjne (VIM), a następnie atomizacja gazowa - Stop jest najpierw topiony przy użyciu VIM w celu udoskonalenia składu i usunięcia wtrąceń. Następnie jest rozpylany na proszek.
Rozpylane gazowo i plazmowo proszki elektrodowe o kontrolowanym rozkładzie wielkości cząstek są preferowane do produkcji addytywnej z Inconelu 718.
Normy i specyfikacje
Proszek Inconel 718 produkowany do zastosowań w produkcji addytywnej jest zgodny z następującymi specyfikacjami:
| Standard/Specyfikacja | Organizacja |
|---|---|
| AMS 5662 | SAE International |
| ASTM B214 | ASTM International |
| ISO 21432 | ISO |
Skład chemiczny jest zgodny z AMS 5662, a właściwości mechaniczne z AMS 5662 lub ASTM B214 po wykonaniu przy użyciu AM i obróbki cieplnej.
Zastosowania i aplikacje
Główne zastosowania i aplikacje proszku stopu Inconel 718 obejmują:
Aerospace: Krytyczne komponenty lotnicze, takie jak łopatki turbin, obudowy, elementy złączne, koła zębate, falowody i płatowce są wytwarzane addytywnie przy użyciu proszku Inconel 718 ze względu na jego wysoką wytrzymałość i wydajność w podwyższonych temperaturach.
Ropa i gaz: Używany do drukowania narzędzi wiertniczych, zaworów, elementów głowicy odwiertu, które muszą być odporne na pękanie i korozję siarkowodoru.
Motoryzacja i wyścigi: Lekkie, wysokowydajne komponenty, takie jak turbosprężarki, zawory silnika i kolektory wydechowe, są drukowane w 3D z Inconelu 718 zamiast stali.
Medycyna i stomatologia: Narzędzia chirurgiczne, korony dentystyczne i implanty drukowane ze względu na biokompatybilność i możliwość sterylizacji w autoklawie.
Oprzyrządowanie: Lekkie oprzyrządowanie Inconel 718 drukowane 3D przy użyciu AM oferuje dłuższą żywotność niż tradycyjne stale narzędziowe.
Pompy, zawory i sprzęt morski: Komponenty narażone na korozję wody morskiej i środowiska morskiego drukowane z Inconelu 718.
Zalety proszku Inconel 718
Zalety stosowania proszku Inconel 718 w produkcji addytywnej obejmują:
- Części drukowane z Inconelu 718 mogą dorównywać lub przewyższać wytrzymałością odkuwki
- Możliwość wytwarzania złożonych, lekkich geometrii, co nie jest możliwe w przypadku odlewów
- Wykończenie powierzchni po wydrukowaniu jest znacznie gładsze niż w przypadku powierzchni obrabianych maszynowo
- Niższa waga komponentów zmniejsza zużycie paliwa w zastosowaniach lotniczych
- Doskonała odporność na korozję w trudnych warunkach bez powłok
- Wysoka twardość zapewnia dobrą odporność na zużycie i ścieranie
- W pełni zwarte komponenty w porównaniu z wadami porowatości odlewu
- Krótszy czas realizacji i niższe koszty w porównaniu z odkuwkami lub odlewami
Ograniczenia Proszek Inconel 718
Niektóre ograniczenia lub wady związane z proszkiem Inconel 718 obejmują:
- Wysokie koszty materiałowe w porównaniu ze stalą narzędziową lub stopami aluminium
- Wymaga prasowania izostatycznego na gorąco (HIP) po AM w celu uzyskania najlepszych właściwości.
- Trudne do drukowania i przetwarzania ze względu na słabą przewodność cieplną
- Podatność na pękanie i defekty porowatości bez zoptymalizowanych parametrów
- Ograniczona liczba modeli drukarek 3D do metalu może przetwarzać proszek Inconel 718
- Obróbka końcowa, taka jak usuwanie podpór, obróbka skrawaniem i wykańczanie zwiększają koszty.
- Kwalifikacja i certyfikacja wymaga kosztownych testów mechanicznych
Analiza kosztów
Poniżej przedstawiono typowe ceny proszku stopu Inconel 718 do produkcji addytywnej:
| Klasa proszku | Koszt za kg |
|---|---|
| Inconel 718 Wstępnie stopowy rozpylony proszek | $220 - $350 na kg |
| Inconel 718 proszek rozpylany plazmowo | $245 - $425 za kg |
| Inconel 718 proszek rozpylany gazowo | $275 - $485 na kg |
| Inconel 718 proszek HIP | $300 - $450 za kg |
Koszt zależy od rozkładu wielkości cząstek proszku, morfologii, metody produkcji i ilości zakupu. Dodatkowe koszty są ponoszone na obróbkę cieplną, obróbkę HIP, obróbkę skrawaniem, testowanie i certyfikację, które mogą przekroczyć koszt materiału. Zakup w pełni certyfikowanego proszku o jakości lotniczej będzie droższy.
Dostawcy
Niektórzy z głównych światowych dostawców proszku ze stopu niklu Inconel 718 dla AM obejmują:
| Firma | Nazwy marek |
|---|---|
| Sandvik Osprey | Osprey 718 dla AM |
| Carpenter Additive | CarTech AL718V |
| Praxair | 718 Rozpylony proszek |
| Hoganas | 718Bond dla AM |
| Technologia LPW | LP71S-F |
| SLM Solutions | IN718 |
Kryteria wyboru
Główne kryteria wyboru proszku Inconel 718 obejmują:
Skład chemiczny - Musi być zgodny ze specyfikacją składu AMS 5662 lub ASTM B214.
Rozkład wielkości cząstek - D50 i rozkład zależą od procesu AM i pożądanej rozdzielczości warstwy
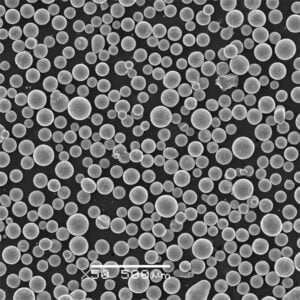
Kształt proszku - Wysoce sferyczna i gładka morfologia proszku zapewnia optymalny przepływ proszku i jednolite warstwy.
Metoda produkcji - Proszek rozpylany gazowo i plazmowo preferowany w stosunku do metod PREP i rozpylania obrotowego
Zanieczyszczenia - Niski poziom tlenu i azotu zapobiega powstawaniu defektów i pęknięć.
Gęstość pozorna i gęstość kranowa - Większa gęstość poprawia szybkość ponownego wykorzystania proszku i jego upakowanie
Natężenie przepływu - Minimalne natężenie przepływu w hali wynoszące 20 s na 50 g zapewnia płynne rozprowadzanie proszku.
Analiza porównawcza
Porównanie proszku Inconel 718 i rozwiązań alternatywnych:
| Stop | Inconel 718 | Inconel 625 | Haynes 282 |
|---|---|---|---|
| Gęstość (g/cm3) | 8.19 | 8.44 | 8.36 |
| Wytrzymałość na rozciąganie (MPa) | 1275 | 860 | 1035 |
| Maksymalna temperatura pracy (°C) | 700 | 980 | 730 |
| Odporność na korozję | Doskonały | Doskonały | Umiarkowany |
| Koszt za kg | Wysoki | Umiarkowany | Wysoki |
Inconel 718 vs proszki stalowe
| Parametr | Inconel 718 | Stal maraging | Stal nierdzewna |
|---|---|---|---|
| Siła | Wyższy | Odpowiednik | Niższy |
| Twardość | Wyższy | Nieco niższy | Znacznie niższy |
| Koszt | 3-4 razy wyższa | – | Niższy |
Zalety w porównaniu ze stalą nierdzewną
- Większa wytrzymałość w wysokich temperaturach
- Wyższa twardość i odporność na zużycie
- Zwiększona odporność na korozję
Wady a stal nierdzewna
- Wyższy koszt materiałów
- Niższa ciągliwość i odporność na pękanie
- Trudniejsze drukowanie i przetwarzanie
Parametry drukowania dla Proszek Inconel 718
Typowy zakres parametrów drukowania dla proszku Inconel 718 w systemach laserowej syntezy proszków (L-PBF):
| Parametr | Zasięg |
|---|---|
| Grubość warstwy (μm) | 20 – 50 |
| Moc lasera (W) | 195 - 400W |
| Prędkość skanowania (mm/s) | 700 – 1300 |
| Rozstaw włazów (mm) | 0.08 – 0.12 |
| Temperatura złoża proszku (°C) | 90 – 180 |
Parametry zależą od takich czynników jak pożądana rozdzielczość, właściwości mechaniczne, szybkość druku, specyfikacje drukarek OEM i charakterystyka proszku.

Operacje przetwarzania końcowego
Typowe etapy obróbki końcowej wykonywane na drukowanych częściach Inconel 718 obejmują:
- Usuwanie proszku: Nadmiar proszku jest najpierw wydmuchiwany lub usuwany szczotką z wewnętrznych wnęk i powierzchni.
- Łagodzenie stresu: Ogrzewanie poniżej temperatury roztwarzania w celu usunięcia naprężeń szczątkowych
- Prasowanie izostatyczne na gorąco (HIP): Proces HIP kapsułki pomaga zamknąć wewnętrzne ubytki i mikropory.
- Obróbka roztworu i starzenie się: Obróbka cieplna utwardzania wydzieleniowego w celu uzyskania wymaganych właściwości
- Obróbka powierzchni: Obróbka CNC wydrukowanych powierzchni w celu zmniejszenia chropowatości i uzyskania ściślejszych tolerancji.
- Kondycjonowanie powierzchni: Kulkowanie szkła, polerowanie laserowe lub inne procesy kondycjonowania powierzchni mogą obniżyć chropowatość.
Najczęściej zadawane pytania
Dlaczego Inconel 718 jest najczęściej stosowanym nadstopem w druku 3D z metalu?
Inconel 718 jest popularny w produkcji addytywnej ze względu na doskonałą wytrzymałość w wysokich temperaturach, dobrą odporność na korozję, łatwość wytwarzania złożonych geometrii za pomocą druku 3D, zdolność do pracy w ekstremalnych warunkach oraz zastosowanie w krytycznych zastosowaniach w przemyśle lotniczym, naftowym i gazowym itp. gdzie awaria nie wchodzi w grę.
Czy Inconel 718 wymaga obróbki cieplnej po AM?
Tak, obróbka cieplna obejmująca wyżarzanie w roztworze i wieloetapowe starzenie są konieczne po wydrukowaniu komponentów z Inconelu 718 za pomocą AM w celu dostosowania mikrostruktury do przekształcenia w utwardzone osady, które zapewniają doskonałe właściwości mechaniczne.
Jaka jest różnica między Inconelem 625 a 718 w produkcji addytywnej?
Główne różnice polegają na tym, że Inconel 625 ma wyższą spawalność, podczas gdy Inconel 718 oferuje większą granicę plastyczności i wytrzymałość na rozciąganie. Inconel 718 sprawdza się również lepiej w warunkach kriogenicznych, podczas gdy Inconel 625 jest preferowany ze względu na odporność na zmęczenie, pękanie korozyjne naprężeniowe i zużycie.
Czy części z Inconelu 718 powinny być poddawane HIP po druku 3D?
Prasowanie izostatyczne na gorąco (HIP) pomaga wyeliminować wewnętrzne puste przestrzenie i mikroporowatość w komponentach AM Inconel 718. HIP poprawia plastyczność, trwałość zmęczeniową i odporność na korozję, jednocześnie zmniejszając potencjalne punkty awarii. Zastosowania lotnicze wymagają HIP, aby zapewnić najwyższą jakość i niezawodność.