Overzicht
Inconel 718 poeder is een poeder van een nikkel-chroomlegering dat voornamelijk wordt gebruikt voor additieve productie en 3D-printtoepassingen van metaal. Enkele belangrijke kenmerken van Inconel 718 poeder zijn:
- Hoge sterkte en hardheid, ook bij hoge temperaturen
- Uitstekende corrosie- en oxidatieweerstand
- Goede lasbaarheid en bewerkbaarheid
- Mogelijkheid tot additieve vervaardiging van complexe geometrieën
- Gebruikt in de ruimtevaart, olie en gas, auto-industrie en andere veeleisende industrieën
Inconel 718 is een precipitatiehardende nikkellegering met toevoegingen van chroom, ijzer, niobium, molybdeen, titanium en aluminium. Het combineert corrosiebestendigheid, hoge sterkte bij verhoogde temperaturen tot 700 °C en eenvoudige vervaardiging tot complexe onderdelen met additive manufacturing.

Inconel 718 poedersamenstelling
De nominale samenstelling van Inconel 718 poeder wordt hieronder gegeven:
| Element | Gewicht % |
|---|---|
| Nikkel (Ni) | 50-55% |
| Chroom (Cr) | 17-21% |
| Ijzer (Fe) | Evenwicht |
| Niobium (Nb) + Tantaal (Ta) | 4.75-5.5% |
| Molybdeen (Mo) | 2.8-3.3% |
| Titaan (Ti) | 0.65-1.15% |
| Aluminium (Al) | 0.2-0.8% |
Het ijzergehalte is gebalanceerd tot 100% per gewicht. Andere sporenelementen zoals koolstof, mangaan en silicium kunnen in kleine hoeveelheden aanwezig zijn.
De belangrijkste legeringselementen in Inconel 718 poeder zijn nikkel, chroom, niobium en molybdeen. Nikkel vormt de matrix van de legering en zorgt voor taaiheid. Chroom zorgt voor oxidatie en corrosiebestendigheid. Niobium in combinatie met nikkel en chroom draagt bij aan precipitatieharding. Molybdeen verbetert ook de sterkte bij hoge temperaturen door versterking in vaste oplossing.
Kenmerken en eigenschappen van Inconel 718 Poeder
Inconel 718 poeder heeft de volgende eigenschappen:
Mechanische eigenschappen:
- Treksterkte: 1,034 - 1,414 MPa
- Opbrengststerkte: 827- 1.103 MPa
- Rek: Rond 20%
- Hardheid: 36-48 HRC
Fysische eigenschappen:
- Smeltpunt: 1.300°C
- Dichtheid: 8,19 g/cm3
Thermische eigenschappen:
- Thermische uitzettingscoëfficiënt: 12,8 x 10-6 /K
- Maximale gebruikstemperatuur: 700°C
- Warmtegeleidingsvermogen: 11,2 W/m.K
Corrosieweerstand:
- Uitstekende corrosiebestendigheid in een breed scala aan zuren, alkaliën en zouten
- Bestand tegen sulfidatie en oxidatie tot 700°C
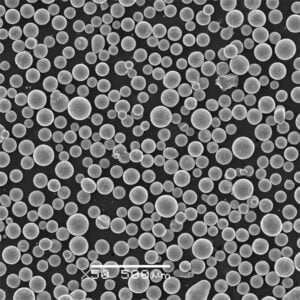
Deeltjesgrootteverdeling van Inconel 718 poeder
Typische deeltjesgrootteverdelingen voor Inconel 718 poeder voor AM-processen zijn:
| Deeltjesgrootte (μm) | Percentage (%) |
|---|---|
| 15 tot 25 | 55% |
| 25 tot 45 | 30% |
| 45 tot 75 | 10% |
| Boven 75 | 5% |
Smallere deeltjesgrootteverdelingen zoals 15-45 μm kunnen worden gebruikt, maar over het algemeen zijn bredere verdelingen tussen 15-75 μm gebruikelijk. Fijnere verstoven poeders onder 15 μm zijn ook beschikbaar. Grotere deeltjes boven 100 μm moeten mogelijk worden uitgezeefd.








Productiemethoden van Inconel 718 Poeder
De gebruikelijke productiemethoden voor Inconel 718 legeringpoeder zijn onder andere:
- Gasverstuiving - Hogedruk inert gas (N2 of Ar) desintegreert de stroom gesmolten legering in fijne druppeltjes die stollen tot poeder. Dit levert bolvormig poeder op, ideaal voor AM.
- Roterend elektrodeproces - Gesmolten materiaal wordt op hoge snelheden in een inerte atmosfeer gesponnen om vlokken of bolvormig poeder te produceren. Lagere kosten dan verstuiving.
- Plasma-roterend elektrodeproces (PREP) - Elektroden van Inconel 718 worden gedraaid en gesmolten met behulp van een plasmahittebron in een inerte gasatmosfeer. Dit produceert bolvormig poeder dat geschikt is voor AM.
- Vacuüm inductiesmelten (VIM) gevolgd door gasverstuiving - De legering wordt eerst gesmolten met VIM om de samenstelling te verfijnen en insluitsels te verwijderen. Daarna geatomiseerd tot poeder.
Gasgeatomiseerde en plasma roterende elektrodepoeders met gecontroleerde deeltjesgrootteverdeling hebben de voorkeur voor additieve vervaardiging met Inconel 718.
Normen en specificaties
Inconel 718 poeder vervaardigd voor additieve productietoepassingen voldoet aan de volgende specificaties:
| Norm/specificatie | Organisatie |
|---|---|
| AMS 5662 | SAE Internationaal |
| ASTM B214 | ASTM International |
| ISO 21432 | ISO |
De chemie is conform AMS 5662 en de mechanische eigenschappen zijn conform AMS 5662 of ASTM B214 na vervaardiging met behulp van AM en warmtebehandeling.
Gebruik en toepassingen
De belangrijkste toepassingen van Inconel 718 legering poeder zijn onder andere:
Lucht- en ruimtevaart: Kritieke luchtvaartonderdelen zoals turbinebladen, behuizing, bevestigingsmiddelen, tandwielen, golfgeleiders en vliegtuigrompen worden additief vervaardigd met Inconel 718 poeder vanwege de hoge sterkte en prestaties bij hoge temperaturen.
Olie en gas: Wordt gebruikt voor het printen van downhole-gereedschap, kleppen en componenten van boorputten die bestand moeten zijn tegen waterstofsulfidescheuren en corrosie.
Auto- en racewereld: Lichtgewicht onderdelen met hoge prestaties, zoals turbo's, motorkleppen en uitlaatspruitstukken, worden 3D-geprint in Inconel 718 in plaats van staal.
Medisch en tandheelkundig: Chirurgische instrumenten, tandheelkundige kronen en implantaten bedrukt vanwege de biocompatibiliteit en de mogelijkheid tot sterilisatie door middel van autoclaveren.
Gereedschap: Lichtgewicht Inconel 718 3D-geprinte AM-gereedschappen gaan langer mee dan traditionele gereedschapsstalen.
Pompen, kleppen en scheepsbeslag: Onderdelen blootgesteld aan zeewatercorrosie en mariene omgevingen bedrukt in Inconel 718.
Voordelen van Inconel 718 Poeder
De voordelen van het gebruik van Inconel 718 poeder voor additieve productie zijn onder andere:
- Onderdelen geprint in Inconel 718 kunnen de sterktes van smeedstukken evenaren of overtreffen
- Mogelijkheid om complexe, lichtgewicht geometrieën te produceren die niet mogelijk zijn met gietstukken
- De afwerking van het geprinte oppervlak is veel gladder dan machinaal bewerkte oppervlakken
- Lager gewicht van onderdelen verlaagt brandstofverbruik in ruimtevaarttoepassingen
- Uitstekende weerstand tegen corrosie in ruwe omgevingen zonder coatings
- Hoge hardheid zorgt voor goede slijtage- en schuringsweerstand
- Volledig dichte componenten in vergelijking met gegoten porositeitsdefecten
- Kortere doorlooptijden en kosten in vergelijking met smeedstukken of gietstukken
Beperkingen van Inconel 718 Poeder
Enkele beperkingen of nadelen van Inconel 718 poeder zijn:
- Hoge materiaalkosten in vergelijking met gereedschapsstaal of aluminiumlegeringen
- Heet isostatisch persen (HIP) na AM vereist voor de beste eigenschappen
- Moeilijk te printen en verwerken door slechte thermische geleidbaarheid
- Gevoelig voor barsten en porositeitsdefecten zonder geoptimaliseerde parameters
- Beperkt aantal metalen 3D printermodellen kan Inconel 718 poeder verwerken
- Nabewerking zoals steunen verwijderen, machinale bewerking en afwerking verhogen de kosten
- Voor kwalificatie en certificering zijn dure mechanische tests nodig
Kostenanalyse
Typische prijzen voor Inconel 718 legeringspoeder voor additieve productie worden hieronder samengevat:
| Poederkwaliteit | Kosten per kg |
|---|---|
| Inconel 718 Voorgelegeerd geatomiseerd poeder | $220 - $350 per kg |
| Inconel 718 plasma geatomiseerd poeder | $245 - $425 per kg |
| Inconel 718 gas geatomiseerd poeder | $275 - $485 per kg |
| Inconel 718 HIP poeder | $300 - $450 per kg |
De kosten zijn afhankelijk van de verdeling van de poederdeeltjesgrootte, morfologie, productiemethode en aankoophoeveelheid. Er zijn extra kosten voor warmtebehandeling, HIP-behandeling, machinale bewerking, testen en certificering die de materiaalkosten kunnen overschrijden. Het kopen van volledig gecertificeerd poeder van ruimtevaartkwaliteit zal duurder zijn.
Leveranciers
Enkele van de belangrijkste wereldwijde leveranciers van Inconel 718 nikkellegering poeder voor AM zijn:
| Bedrijf | Merknamen |
|---|---|
| Sandvik Visarend | Visarend 718 voor AM |
| Timmerman additief | CarTech AL718V |
| Praxair | 718 verstoven poeder |
| Hoganas | 718Bond voor AM |
| LPW-technologie | LP71S-F |
| SLM-oplossingen | IN718 |
Selectiecriteria
De belangrijkste selectiecriteria voor Inconel 718 poeder zijn onder andere:
Chemische samenstelling - Moet voldoen aan AMS 5662 of ASTM B214 samenstellingspecificaties
Deeltjesgrootteverdeling - D50 en verdeling is afhankelijk van AM-proces en gewenste laagresolutie
Poedervorm - Zeer sferische en gladde poedermorfologie zorgt voor een optimale poederdoorstroming en uniforme lagen
Productiemethode - Gasverstuiving en plasmaverstuiving hebben de voorkeur boven PREP, roterende verstuiving
Onzuiverheden - Lage zuurstof- en stikstofniveaus om defecten en scheurvorming te voorkomen
Schijnbare dichtheid en kraan dichtheid - Hogere dichtheid verbetert hergebruik van poeder en verpakking
Stroomsnelheid - Minimale Hall stroomsnelheid van 20 sec voor 50 g zorgt voor een soepele verspreiding van het poeder
Vergelijkende analyse
Vergelijking tussen Inconel 718 poeder en alternatieven:
| Legering | Inconel 718 | Inconel 625 | Haynes 282 |
|---|---|---|---|
| Dichtheid (g/cm3) | 8.19 | 8.44 | 8.36 |
| Treksterkte (MPa) | 1275 | 860 | 1035 |
| Max. bedrijfstemperatuur (°C) | 700 | 980 | 730 |
| Corrosieweerstand | Uitstekend | Uitstekend | Gematigd |
| Kosten per kg | Hoog | Gematigd | Hoog |
Inconel 718 vs staalpoeder
| Parameter | Inconel 718 | Maragingstaal | Roestvrij staal |
|---|---|---|---|
| Kracht | Hoger | Gelijkwaardig | Lager |
| Hardheid | Hoger | Iets lager | Veel lager |
| Kosten | 3-4 keer hoger | – | Lager |
Voordelen vs Roestvrij staal
- Grotere sterkte bij hoge temperaturen
- Hogere hardheid en slijtvastheid
- Verbeterde weerstand tegen corrosie
Nadelen vs Roestvrij staal
- Hogere materiaalkosten
- Lagere ductiliteit en breuktaaiheid
- Moeilijker te printen en te verwerken
Afdrukparameters voor Inconel 718 Poeder
Typisch bereik van afdrukparameters voor Inconel 718 poeder op laser-poederbedfusiesystemen (L-PBF):
| Parameter | Bereik |
|---|---|
| Laagdikte (μm) | 20 – 50 |
| Laservermogen (W) | 195 - 400W |
| Scansnelheid (mm/s) | 700 – 1300 |
| Afstand tussen luiken (mm) | 0.08 – 0.12 |
| Temperatuur poederbed (°C) | 90 – 180 |
Parameters zijn afhankelijk van factoren zoals de gewenste resolutie, mechanische eigenschappen, opbouwsnelheden, OEM printerspecificaties en poederkenmerken.

Post-processing bewerkingen
De gebruikelijke nabewerkingsstappen die worden uitgevoerd op Inconel 718 geprinte onderdelen zijn onder andere:
- Poeder verwijderen: Overtollig poeder wordt eerst uit interne holtes en oppervlakken geblazen of afgeborsteld.
- Stress verlichtend: Verhitting onder oplossende temperatuur om restspanningen te verwijderen
- Heet isostatisch persen (HIP): Capsule HIP proces helpt interne holtes en microporiën te sluiten
- Oplossing behandeling en veroudering: Precipitatiehardende warmtebehandelingen om de vereiste eigenschappen te bereiken
- Oppervlaktebewerking: CNC-bewerking van geprinte oppervlakken om de ruwheid te verlagen en de toleranties aan te scherpen
- Oppervlaktebehandeling: Glasparelen, laserpolijsten of andere oppervlaktebehandelingen kunnen de ruwheid verlagen.
Veelgestelde vragen
Waarom is Inconel 718 de meest gebruikte superlegering voor metaal 3D printen?
Inconel 718 is populair voor additive manufacturing vanwege de uitstekende sterkte bij hoge temperaturen, de goede corrosiebestendigheid, het gemak om complexe geometrieën te maken met 3D-printen, het vermogen om te presteren in extreme omgevingen en het gebruik in kritieke toepassingen in de ruimtevaart, olie en gas, enz. waar falen geen optie is.
Heeft Inconel 718 een warmtebehandeling nodig na AM?
Ja, warmtebehandeling met oplossingsgloeien en veroudering in meerdere stappen zijn nodig na het printen van componenten in Inconel 718 via AM om de microstructuur aan te passen en om te zetten in geharde precipitaten die de uitstekende mechanische eigenschappen leveren.
Wat is het verschil tussen Inconel 625 vs 718 bij additieve productie?
De belangrijkste verschillen zijn dat Inconel 625 beter lasbaar is, terwijl Inconel 718 een hogere vloei- en treksterkte heeft. Inconel 718 presteert ook beter onder cryogene omstandigheden, terwijl Inconel 625 de voorkeur geniet voor weerstand tegen vermoeiing, spanningscorrosie en slijtage.
Moeten Inconel 718 onderdelen HIPed zijn na 3D printen?
Heet isostatisch persen (HIP) helpt om interne holtes en microporositeit in AM Inconel 718-onderdelen te elimineren. HIP verbetert de taaiheid, de levensduur en de corrosiebestendigheid, terwijl het potentiële faalpunten vermindert. Ruimtevaarttoepassingen vereisen HIP om de hoogste kwaliteit en betrouwbaarheid te garanderen.